

حلقه سرامیکی کاربید سیلیکون سیاه یک مجموعه سرامیکی مهندسی شده با کارایی بالا است که از کاربید سیلیکون با خلوص بالا با قالب گیری دقیق و پخت در دمای بالا ساخته شده است. ساختار کریستالی چهارگوش آن استحکا...
جزئیات را ببینید
ما را دنبال کنید:





 Email: zf@zfcera.com
Email: zf@zfcera.com
 Telephone: +86-188 8878 5188
Telephone: +86-188 8878 5188

رازهای قالب گیری، پخت و کنترل شکل زیرکونیا و نیترید سیلیکون را در یک مقاله درک کنید.
2026-05-21
1. فرآیند اساسی فرآیند تولید سرامیک صنعتی
تولید سرامیکهای صنعتی (همچنین به عنوان سرامیکهای پیشرفته یا سرامیکهای مهندسی شناخته میشود) فرآیندی سخت برای تبدیل پودرهای غیرآلی غیر فلزی شل به قطعات دقیق با استحکام بالا، مقاومت در برابر سایش، مقاومت در برابر دمای بالا یا خواص الکتریکی خاص است. . فرآیند تولید هسته استاندارد آن معمولاً شامل موارد زیر است پنج مرحله اصلی

- آماده سازی پودر مواد اولیه با خلوص بالا را دقیقاً مخلوط کنید. برای اینکه پودر در قالب گیری های بعدی سیالیت و نیروی اتصال خوبی داشته باشد، لازم است مقدار مناسبی از چسب، روان کننده و پخش کننده آلی اضافه شود. پس از اختلاط آسیاب گلوله ای با کارایی بالا و خشک کردن اسپری، پودر دانه بندی شده با توزیع اندازه ذرات یکنواخت تولید می شود.
- تشکیل بدن سبز با توجه به شکل هندسی و مقیاس تولید انبوه محصول، پودر دانه بندی شده از طریق روش های مکانیکی به داخل قالب فشرده یا تزریق می شود. روش های اصلی قالب گیری شامل پرس خشک و پرس ایزواستاتیک سرد ( CIP ، قالب گیری تزریق سرامیک ( CIM ) و ریخته گری نوار.
- پردازش سبز و جداسازی بدن سبز تشکیل شده حاوی مقدار زیادی چسب آلی است. قبل از پخت رسمی، باید آن را در یک کوره جدا شونده قرار داده و به آرامی در هوا گرم کرد تا باعث پیرولیز یا تبخیر (چربی زدایی) شود. سختی بدنه سبز پس از جداسازی کم است و انجام عملیات مکانیکی اولیه مانند سوراخ کاری و برش آسان است.
- تف جوشی با دمای بالا این یک مرحله حیاتی در دستیابی به خواص مکانیکی نهایی سرامیک است. بدن سبز جدا شده در یک کوره تف جوشی با دمای بالا قرار می گیرد. انتقال جرم و پیوند بین دانه ها اتفاق می افتد. منافذ به تدریج تخلیه می شوند. بدن سبز دچار انقباض حجمی شدید می شود و در نهایت به تراکم می رسد.
- ماشینکاری و بازرسی دقیق از آنجایی که سرامیک ها پس از تف جوشی سختی بسیار بالایی دارند (معمولاً بعد از الماس) و درجه خاصی از تغییر شکل تف جوشی دارند، اگر بخواهند به تلورانس های ابعادی در سطح میکرون یا زبری سطح سطح آینه دست یابند، باید از طریق چرخ های الماسی و خمیرهای سنگ زنی با کیفیت بالا و در نهایت از طریق خمیرهای سنگ زنی با کیفیت بالا از نظر منظره، حالت سخت و با دقت پردازش شوند.
2. مقایسه ویژگی های فرآیند بین اکسید زیرکونیوم و نیترید سیلیکون
در میان سرامیک های ساختاری پیشرفته مدرن، زیرکونیا و نیترید سیلیکون دو سیستم نشان داده شده است. اولی یک سرامیک اکسید معمولی با چقرمگی و زیبایی شناسی عالی است. نیترید سیلیکون این یک سرامیک غیر اکسیدی با پیوند کووالانسی بالا است و عملکرد عالی در سختی، پایداری شوک حرارتی و محیط با دمای بسیار بالا دارد. در زیر مقایسه ای از پارامترهای کلیدی فرآیند تولید این دو ارائه شده است.
| بعد فرآیند | سرامیک زیرکونیا (ZrO2) | نیترید سیلیکون陶瓷 (Si₃N₄) |
| کلاسیک دمای پخت مدرک | 1350 درجه سانتیگراد - 1500 درجه سانتیگراد متراکم شدن را می توان در فضای هوای فشار معمولی تکمیل کرد و هزینه تجهیزات کم است. | 1700 درجه سانتیگراد - 1850 درجه سانتیگراد نیتروژن با فشار بالا (1-10 مگاپاسکال) باید برای تف جوشی با فشار هوا وارد شود تا از تجزیه در دمای بالا جلوگیری شود. |
| کنترل انقباض خط | 20٪ - 22٪ (بزرگ و پایدار) چگالی بسته بندی پودر یکنواخت است و محاسبه ضریب تقویت قالب بسیار منظم است. | 15٪ - 18٪ (نسبتا کوچک اما بسیار فرار) تحت تأثیر سرعت انتشار و تغییر فاز افزودنی های فاز مایع، فناوری کنترل اندازه دشوار است. |
| تغییرات فاز و جلوه های حجم | استرس تغییر فاز وجود دارد هنگام خنک شدن، فاز تتراگونال با افزایش حجم 3 تا 5 درصد به فاز مونوکلینیک تبدیل میشود و برای جلوگیری از ترک خوردن، باید از تثبیتکنندههایی مانند اکسید ایتریم استفاده کرد. | تغییر فاز در طی پخت، فاز α به فاز β تبدیل میشود و یک ساختار در هم تنیده کریستالی ستونی شکل میگیرد که میتواند چقرمگی ماتریس را به طور قابل توجهی بهبود بخشد. |
| فرآیند قالب گیری اصلی | پرس خشک/پرس ایزواستاتیک سرد، قالب گیری تزریقی سرامیک (CIM) این پودر دارای چگالی بالا، سیالیت خوب، تراکم آسان و تولید انبوه اشکال خاص است. | پرس ایزواستاتیک سرد (CIP)، قالب گیری چگالی ذاتی پودر کم، کرکی و به سختی فشرده می شود، بنابراین اغلب از CIP فشار بالا چند جهته استفاده می شود. |
| نکات تولید فرود صنعتی: قلب تولید سرامیک صنعتی نهفته در تناسب کامل بین "منحنی دما-زمان" و "جبران انقباض". دشواری زیرکونیا عمدتاً در مرحله سنگ زنی فوق سخت پس از تف جوشی است (اتلاف ابزار بالا و راندمان پایین). در حالی که مانع اصلی نیترید سیلیکون در فرآیند زینترینگ فشار هوا با دمای فوق العاده بالا/فشار ایزواستاتیک داغ و فرمول محرمانه کمک های تف جوشی برای انتقال جرم فاز مایع با پیوند کووالانسی با نقطه ذوب پایین نهفته است. |
محصولات مرتبط
-
-
میله سرامیکی زیرکونیا یک میله مواد سرامیکی با کارایی بالا است که عمدتاً از اکسید زیرکونیوم ساخته شده است و دارای استحکام مکانیکی عالی و پایداری شیمیایی است. این سختی و مقاومت در برابر سایش بسیار با...
جزئیات را ببینید -
ورق های سرامیکی زیرکونیا آبی اجزای دقیقی هستند که از سرامیک های پیشرفته زیرکونیا ساخته شده اند. آنها با کبالت، آهن یا مس رنگ آمیزی می شوند تا رنگ آبی ایجاد کنند. این رنگ نه تنها به عنوان یک شناسه ب...
جزئیات را ببینید -

این پین سرامیکی زیرکونیا آبی از مواد پیشرفته سرامیکی زیرکونیا ساخته شده است که دوام و عملکرد عالی را ارائه می دهد. سرامیک های زیرکونیا به دلیل استحکام بالا، مقاومت در برابر سایش خوب و سختی قابل اعت...
جزئیات را ببینید -
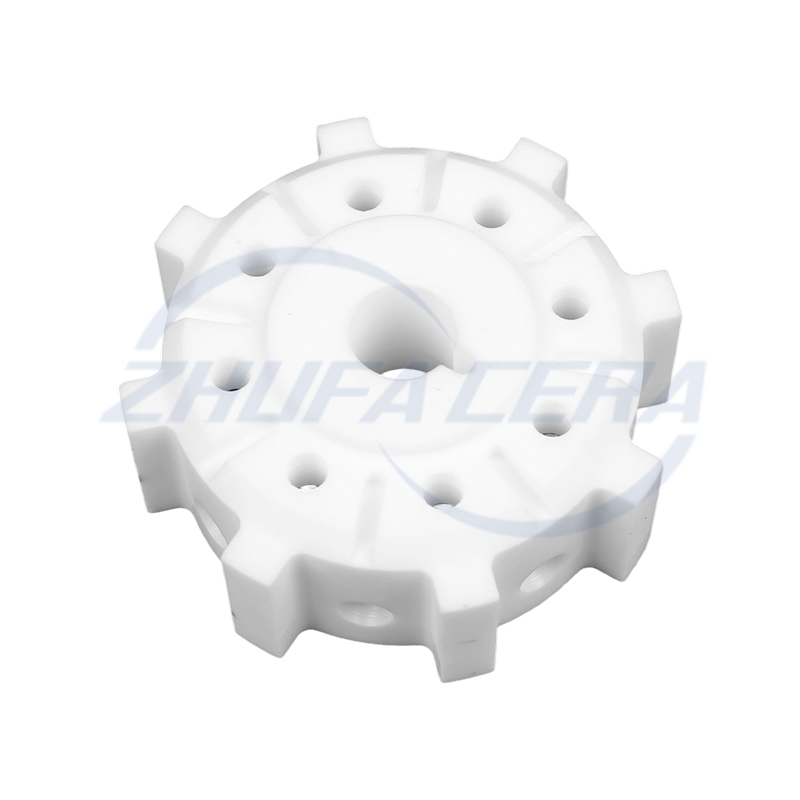
زیرکونیا سرامیک دنده از مواد سرامیکی اکسید زیرکونیوم ساخته شده است که دارای استحکام بالا و سختی بالا می باشد. این خاصیت مواد آن را قادر می سازد تا به طور موثر در برابر سایش در طول فرآیند انتقال مقا...
جزئیات را ببینید -
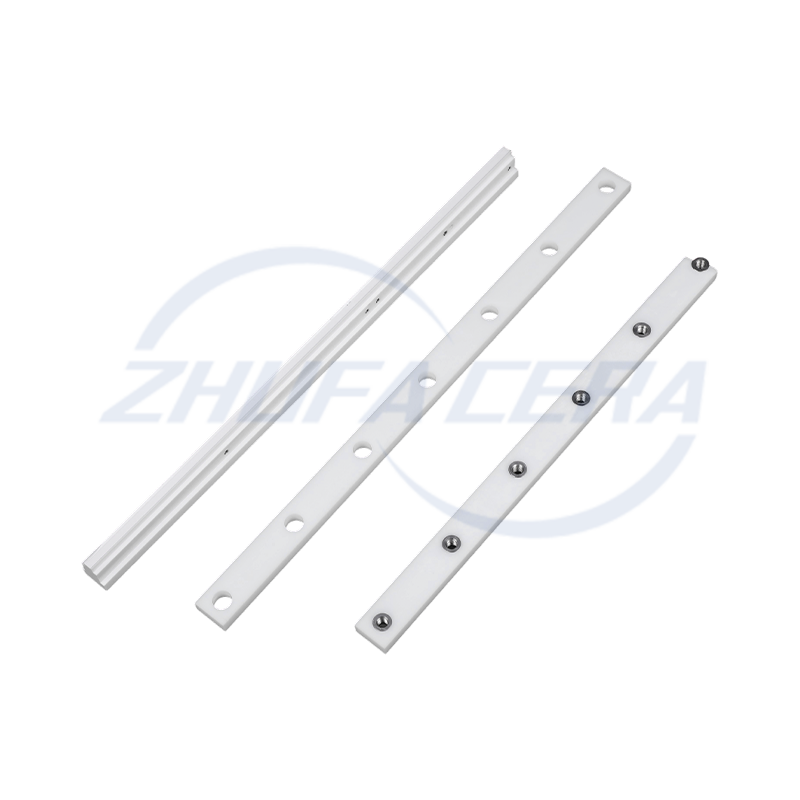
ریل راهنمای سرامیکی زیرکونیا یک جزء مکانیکی با کارایی بالا است که از مواد سرامیکی اکسید زیرکونیوم ساخته شده است. ویژگی های اصلی آن از خواص فیزیکی و شیمیایی عالی سرامیک اکسید زیرکونیوم ناشی می شود. ...
جزئیات را ببینید -
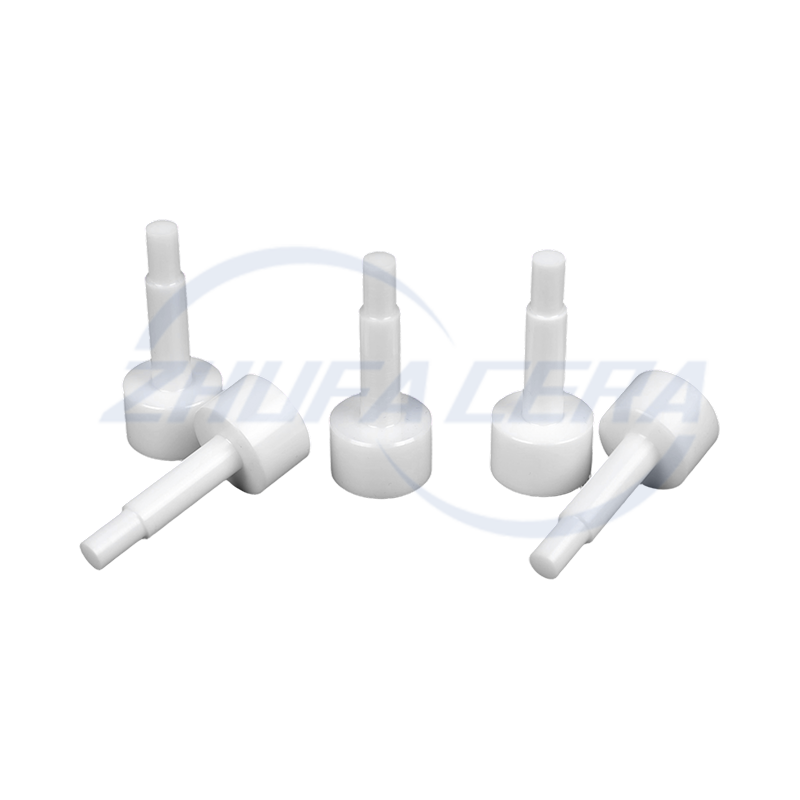
پین مکان یابی سرامیکی زیرکونیا یک عنصر موقعیت یابی با دقت بالا است که از مواد سرامیکی پیشرفته اکسید زیرکونیوم با خواص فیزیکی و شیمیایی عالی ساخته شده است. ویژگی های اصلی آن عبارتند از سختی ویکرز بس...
جزئیات را ببینید -
حلقه سرامیکی زیرکونیا یک محصول سرامیکی با کارایی بالا است که به دلیل خواص فیزیکی و شیمیایی عالی شناخته شده است. سختی و استحکام بسیار بالایی دارد، با سختی Mohs بیش از 8.5، که می تواند به طور موثر در...
جزئیات را ببینید -
ورق های سرامیکی زیرکونیا به دلیل خواص منحصر به فرد خود به اجزای هسته ای کاربردی در زمینه های مختلف تبدیل شده اند. با استحکام خمشی 900 تا 1200 مگاپاسکال و چقرمگی شکست 6 تا 10 مگاپاسکال・m¹/²، آنها می...
جزئیات را ببینید -
نوار سرامیکی زیرکونیا یک ماده نواری ساخته شده از سرامیک اکسید زیرکونیوم با کارایی بالا با خواص فیزیکی و شیمیایی عالی است. سختی و استحکام خمشی بسیار بالایی دارد، می تواند به طور موثر در برابر سایش و...
جزئیات را ببینید -
ویفرهای سرامیکی زیرکونیا محصولاتی معرف در زمینه سرامیک های ساختاری با کارایی بالا هستند. در مقایسه با سرامیک های آلومینا سنتی یا مواد فلزی، مزایای عملکرد جامع آن آشکار است. رقابت اصلی آن در ترکیبی ...
جزئیات را ببینید -

پلانجر سرامیکی زیرکونیا یک جزء با کارایی بالا است که برای محیط های صنعتی خشن طراحی شده است. در مقایسه با محصولات مشابه سرامیکی یا فلزی پیستون، با مزایای مواد منحصر به فرد خود متمایز است. برای مثال،...
جزئیات را ببینید

-
لینک های سریع
صفحه اصلی محصولات درباره ما خدمات تکنولوژی اخبار تماس با ما -
محصولات
قطعات ساختاری سرامیکی سرامیک زیرکونیا سرامیک آلومینا سرامیک ZTA سرامیک نیترید سیلیکون سرامیک سیلیکون کاربید قطعات قالب گیری تزریقی سرامیک -
درباره ما
تور کارخانه افتخار سوالات متداول -
اطلاعات تماس
+86-188 8878 5188zf@zfcera.comشماره 1، جاده Xinggong، پارک صنعتی Anchang، منطقه Keqiao، شهر Shaoxing، استان ژجیانگ، چین -
واتس اپ

حق چاپ © شرکت فناوری سرامیک دقیق ژجیانگ ژوفا با مسئولیت محدود تمامی حقوق محفوظ است.
تولید کننده سرامیک های دقیق چین
عمده فروشی تامین کننده سرامیک های دقیق
