

حلقه سرامیکی کاربید سیلیکون سیاه یک مجموعه سرامیکی مهندسی شده با کارایی بالا است که از کاربید سیلیکون با خلوص بالا با قالب گیری دقیق و پخت در دمای بالا ساخته شده است. ساختار کریستالی چهارگوش آن استحکا...
جزئیات را ببینید
ما را دنبال کنید:





 Email: zf@zfcera.com
Email: zf@zfcera.com
 Telephone: +86-188 8878 5188
Telephone: +86-188 8878 5188

هنگام سفارشی سازی قطعات ساختاری سرامیکی دقیق، تکنیک های طراحی رایج برای جلوگیری از ترک خوردن و تغییر شکل چیست؟
2026-05-29
در ساخت و کاربردهای صنعتی پیشرفته، سرامیک های دقیق (مانند آلومینا، زیرکونیا، نیترید سیلیکون، کاربید سیلیکون) به دلیل سختی بالا، مقاومت در برابر سایش، مقاومت در برابر درجه حرارت بالا و مقاومت در برابر خوردگی، به مواد اصلی ضروری تبدیل شده اند. با این حال، به دلیل شکنندگی بالای ذاتی مواد سرامیکی و انقباض حجمی شدیدی که در حین تف جوشی در دمای بالا با آن مواجه می شود (نرخ انقباض معمولاً در محدوده 15% به 25% ، طراحی و ساخت قطعات ساختاری آن بسیار چالش برانگیز است. طراحی ساختاری غیرمنطقی اغلب منجر به ترک خوردن، تاب برداشتن و تغییر شکل محصولات در حین پخت، ماشینکاری یا سرویس واقعی می شود.
این راهنما به طور سیستماتیک تکنیک های ضد ترک خوردگی طراحی هسته، استراتژی های ضد تغییر شکل و مشخصات تطبیق فرآیند را در فرآیند سفارشی سازی قطعات ساختاری سرامیکی دقیق، با هدف کمک به مهندسان طراح در بهینه سازی ساختار محصول، بهبود عملکرد و کاهش هزینه های تولید، خلاصه می کند.
1. سه نکته کلیدی خواص مواد سرامیکی و سفارشی سازی
قبل از شروع هر پروژه سفارشی سازی سرامیک، سه عنصر اصلی محدود کننده متقابل زیر باید از منظر جهانی بررسی شوند.
- انتخاب مواد
خواص فیزیکی و شیمیایی مواد، حد بالایی عملکرد قطعات ساختاری را تعیین می کند. جدول زیر ویژگی های اصلی و سناریوهای کاربردی معمولی چهار ماده اصلی سرامیکی دقیق را فهرست می کند.
| نام مواد | خواص فیزیکی و شیمیایی اصلی | سناریوهای کاربردی صنعتی معمولی |
| آلومینا | عملکرد هزینه بالا، سختی بالا، مقاومت در برابر سایش، عایق عالی، مقاومت در برابر دمای بالا (تا 1600 درجه سانتیگراد بالا). | قطعات عایق الکترونیکی، صفحات پوششی مقاوم در برابر سایش، بسترهای سرامیکی، اجزای محفظه خلاء. |
| زیرکونیا | بالاترین استحکام و چقرمگی را در بین سرامیک ها در دمای اتاق دارد ( " فولاد سرامیکی " ضریب انبساط حرارتی نزدیک به فلز است و هدایت حرارتی پایین است. | فرول های فیبر نوری، برش های سرامیکی، ایمپلنت های پزشکی (مانند دندان)، بدنه پلاگین پمپ پلانجر. |
| نیترید سیلیکون | مقاومت در برابر شوک حرارتی عالی (مقاومت در برابر سرمایش سریع و گرمایش سریع)، استحکام بالا، مقاومت در برابر سایش، چگالی کم و ضریب اصطکاک کوچک. | توپ های بلبرینگ با سرعت بالا، قطعات موتور خودرو، پین های موقعیت یابی جوشکاری. |
| کاربید سیلیکون | سختی بسیار بالا (در رتبه دوم پس از الماس)، هدایت حرارتی فوق العاده بالا، مقاومت عالی در دمای بالا و مقاومت در برابر خوردگی اسیدی و قلیایی قوی. | ریل های راهنمای ویفر نیمه هادی، حلقه های آب بندی مکانیکی، کوره های با دمای بالا، زره ضد گلوله. |
- دقت ابعادی و اجازه ماشینکاری
- تحمل پخت: به طور مستقیم زینتر شده است " بدن سبز " تبدیل شدن " بیلت رسیده " در نهایت، به دلیل انقباض ناهموار، تحمل معمولاً فقط در داخل قابل کنترل است ± 1٪ یا ± 0.1 میلی متر در اطراف.
- کمک هزینه پایانی: برای الزامات دقت تطبیق بسیار بالا (مانند سطح میکرون میکرومتر ) رابط باید در طول طراحی کنار گذاشته شود 15 میلی متر-0.3mm کمک هزینه سنگ زنی چرخ سنگ زنی الماس.
- تطبیق فرآیند قالب گیری
فرآیند را با توجه به دسته تولید و پیچیدگی ساختاری انتخاب کنید: پرس خشک برای مقادیر زیادی از قطعات صاف ساده مناسب است. پرس ایزواستاتیک سرد (سیIP) مناسب برای اندازه های بزرگ، نوار یا لوله خالی. قالب گیری تزریقی سرامیک (CIM) برای قطعات کوچک سه بعدی با ساختار بسیار پیچیده مناسب است، اما هزینه باز کردن قالب بالا است.
2. مهارت های اصلی طراحی برای ضد ترک خوردگی و ضد تغییر شکل
- طراحی ضخامت دیوار: تعقیب " کاملا یکنواخت "
ضخامت ناهموار دیواره علت شماره یک ترک خوردن قطعات سرامیکی در حین پخت و سرد شدن است. نرخ انبساط و انقباض حرارتی قطعات ضخیم و قطعات نازک متفاوت است که باعث ایجاد استرس داخلی می شود.
- از اختلاف ضخامت خودداری کنید: سعی کنید ضخامت کلی دیوار را ثابت نگه دارید. اگر باید تغییرات ضخامت در سازه وجود داشته باشد، باید از انتقال شیب ملایم استفاده کرد و کاملاً اجتناب کرد. 90 درجه از تغییرات ناگهانی
- سوراخ های کاهش وزن فرآیند: برای قطعات جامد سنگین، سوراخهای کور، از طریق سوراخها یا حفرههای پشتی (شیار کردن) باید به گونهای طراحی شوند که ضخامت موضعی را کاهش دهند و در عین حال استحکام مکانیکی را تضمین کنند.
- طراحی گوشه: دایره کامل زاویه حاد ( آر مشخصات زاویه)
سرامیک تولید شده در گوشه های تیز " تمرکز استرس " فوق العاده حساس گوشه های تیز داخلی یا خارجی می توانند به راحتی منشأ ترک ها در اثر شوک حرارتی یا استرس مکانیکی شوند.
- در داخل / شعاع گوشه خارجی: تمام گوشه ها و مراحل انتقال باید گرد شوند. داخلی را توصیه کنید آر زاویه حداقل بیشتر از 5mm (توصیه می شود آر ≥ 1.0mm ). اجازه فضا، آر هرچه زاویه بزرگتر باشد، ساختار سفت تر است.
- مونتاژ شکاف خالی کردن گوشه: در صورتی که به دلیل نیاز به هماهنگی با قطعات فلزی باید حفظ شود 90 درجه برای زوایای قائم خارجی، باید در گوشه داخلی به سمت داخل طراحی شود. " آندرکات " یا " سوراخ کور " ، ناحیه تنش زدایی را از راس زاویه سمت راست دور کنید.
- طراحی سوراخ و لبه: از ترک خوردگی و بریدگی لبه ها جلوگیری می کند
هنگام باز کردن سوراخها (مانند سوراخهای پیچ و سوراخهای کاهش وزن) در قطعات سرامیکی، موقعیت و شکل سوراخها تأثیر زیادی بر کیفیت قالبگیری دارد.
- فاصله لبه بحرانی: فاصله دیوار سوراخ تا لبه بیرونی قطعه سرامیکی و همچنین فاصله خالص بین دو سوراخ باید بیشتر از قطر سوراخ باشد. 5 بارها فاصله خیلی نزدیک باعث می شود که ناحیه ضعیف در هر دو انتها در حین انقباض تف جوشی از هم جدا شود.
- پخ دهانه: لبههای باز تمام ویاهای کور باید طراحی شوند 45 درجه×0.3mm-0.5mm پخ برای جلوگیری از خرد شدن لبه در حین آسیاب بعدی یا مونتاژ واقعی.
- از سوراخ های شکل دار اجتناب کنید: سعی کنید از سوراخ های گرد استاندارد استفاده کنید. سعی کنید از طراحی سوراخ های بلند، سوراخ های مربعی یا سوراخ های خاص با گوشه های تیز خودداری کنید. چنین حفره هایی هنگام جمع شدن ناهمسانگردی آشکاری دارند و مستعد ایجاد ریزترک در اطراف آنها هستند.
- سطوح مسطح بزرگ را حذف کنید: با تغییر شکل تاب خوردگی مبارزه کنید
به دلیل تأثیر گرانش، اصطکاک و تفاوت های کوچک در دمای کوره در حین پخت، قطعات تخت بزرگ و نازک به راحتی مستعد تغییر شکل تاب خوردگی هستند (که معمولاً به عنوان شناخته می شود. " خم موز " ).
- سفت کننده ها را تنظیم کنید: طراحی دنده های تقویت کننده ضربدری، تیک شکل یا شعاعی در پشت قطعه صاف می تواند به طور قابل توجهی استحکام را بهبود بخشد و جهت انقباض را قفل کند.
- طراحی رئیس محلی: اگر از صفحه خاصی به عنوان سطح تماس مونتاژ استفاده شود، کل صفحه بزرگ را به یک سطح تماس با دقت بالا تبدیل نکنید. باسهای محلی کوچک باید در اطراف سوراخهای پیچ یا نقاط اتصال کلیدی طراحی شوند و فقط سطح باسها باید در مرحله تکمیل بعدی آسیاب شود. این نه تنها باعث صرفه جویی در هزینه های پردازش می شود، بلکه به طور موثری از تأثیر انحراف کلی هواپیما جلوگیری می کند.
- طراحی متقارن: کشش تف جوشی متعادل
هنگامی که قطعات سرامیکی در کوره پخت می شوند، نیروی انقباض در تمام جهات نسبتا متعادل است. اگر ساختار به شدت نامتقارن باشد، منجر به کشش نامتعادل و اعوجاج کلی می شود.
- تقارن هندسی: سعی کنید قطعات ساختاری تقارن مرکزی، تقارن محور یا تقارن شکل را در سطح دو بعدی یا سه بعدی حفظ کنند.
- کراوات کاردستی (تیر پشتیبانی صنایع دستی): برای اشکال بازشوی نامتقارن (مانند C شکل، U (ساختار شکل)، در حین طراحی باید به طور مصنوعی به دهانه اضافه شود. " پرتو اتصال موقت فرآیند " ، به طوری که ساختار متقارن حلقه بسته را در حین تف جوشی حفظ می کند. پس از پخت و آسیاب، پرتو موقت با یک قطعه الماس قطع می شود.
سه ورق تقلب برای مشخصات طراحی قطعات ساختاری سرامیکی دقیق
جدول زیر روش های اشتباه و مشخصات صحیح را در هنگام طراحی قطعات ساختاری سرامیکی دقیق برای ارجاع سریع مهندسان خلاصه می کند.
| عناصر طراحی | رویکرد اشتباه (به راحتی شکسته می شود / به راحتی تغییر شکل می دهند) | انجام درست (طراحی برای ایمنی، طراحی برای قابلیت ساخت) |
| گوشه ها و گوشه ها | استفاده از زوایای راست تیز ( 90 درجه ) یا گوشه های گرد بسیار کوچک. | گوشه های گرد را تا حد امکان بزرگ کنید تا فضای داخلی و خارجی طراحی شود آر زاویه ( آر ≥ 0.5mm ). |
| ضخامت دیواره مقطع | ضخیم شدن و نازک شدن ناگهانی موضعی، بدون انتقال در محل اتصال ضخامت و ضخامت. | ضخامت دیوار را کاملا یکنواخت نگه دارید. در تغییر سرعت باید از انتقال شیب ملایم استفاده شود. |
| حواشی سوراخ و فاصله | سوراخ های خیلی نزدیک به لبه ها یا سوراخ های مجاور (فاصله < دیافراگم). | حاشیه سوراخ و فاصله سوراخ مجاور ≥ 1.5 برابر دیافراگم |
| روزنه و لبه بیرونی | دهانه دارای لبه تیز بدون پخ است. | تمام دهانه ها و طرح های لبه پله 45° پخ زدن (جلوگیری از بریدگی لبه). |
| صفحه نازک با مساحت بزرگ | یک دال نازک مسطح و بدون تکیه گاه طراحی کنید. | سفت کننده ها را برای افزایش استحکام یا تغییر به تماس با رئیس محلی طراحی کنید. |
| ساختار متقارن | سازه ای باز با کنسول های بیش از حد بلند و عدم تقارن جدی در یک طرف. | تقارن هندسی را حفظ کنید یا تیرهای پشتیبان فرآیند را معرفی کنید (پس از پختن قسمت خالی برداشته می شود). |
توجه: در طول فرآیند توسعه واقعی پروژه، اکیداً توصیه می شود که پس از اتمام اولین پیش نویس طراحی سازه، طراحی مبتنی بر تولید را با مهندس فرآیند پیشرو سرامیک در اسرع وقت انجام دهید. DFM ) بررسی برای بهینه سازی بیشتر ابعاد بر اساس خواص مکانیکی ماده خاص.
محصولات مرتبط
-
-
میله سرامیکی زیرکونیا یک میله مواد سرامیکی با کارایی بالا است که عمدتاً از اکسید زیرکونیوم ساخته شده است و دارای استحکام مکانیکی عالی و پایداری شیمیایی است. این سختی و مقاومت در برابر سایش بسیار با...
جزئیات را ببینید -
ورق های سرامیکی زیرکونیا آبی اجزای دقیقی هستند که از سرامیک های پیشرفته زیرکونیا ساخته شده اند. آنها با کبالت، آهن یا مس رنگ آمیزی می شوند تا رنگ آبی ایجاد کنند. این رنگ نه تنها به عنوان یک شناسه ب...
جزئیات را ببینید -

این پین سرامیکی زیرکونیا آبی از مواد پیشرفته سرامیکی زیرکونیا ساخته شده است که دوام و عملکرد عالی را ارائه می دهد. سرامیک های زیرکونیا به دلیل استحکام بالا، مقاومت در برابر سایش خوب و سختی قابل اعت...
جزئیات را ببینید -
زیرکونیا سرامیک دنده از مواد سرامیکی اکسید زیرکونیوم ساخته شده است که دارای استحکام بالا و سختی بالا می باشد. این خاصیت مواد آن را قادر می سازد تا به طور موثر در برابر سایش در طول فرآیند انتقال مقا...
جزئیات را ببینید -
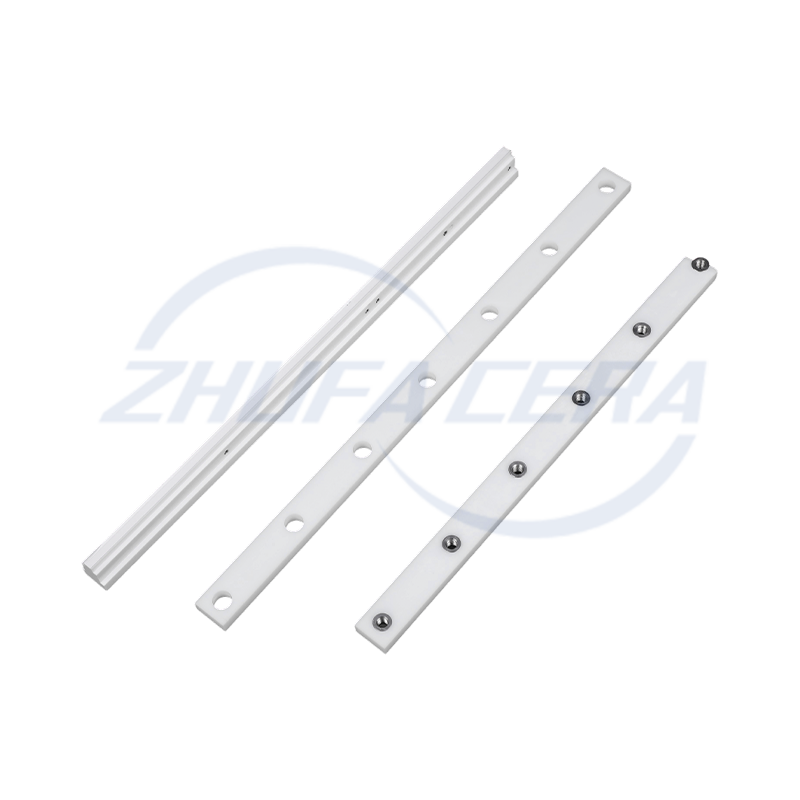
ریل راهنمای سرامیکی زیرکونیا یک جزء مکانیکی با کارایی بالا است که از مواد سرامیکی اکسید زیرکونیوم ساخته شده است. ویژگی های اصلی آن از خواص فیزیکی و شیمیایی عالی سرامیک اکسید زیرکونیوم ناشی می شود. ...
جزئیات را ببینید -
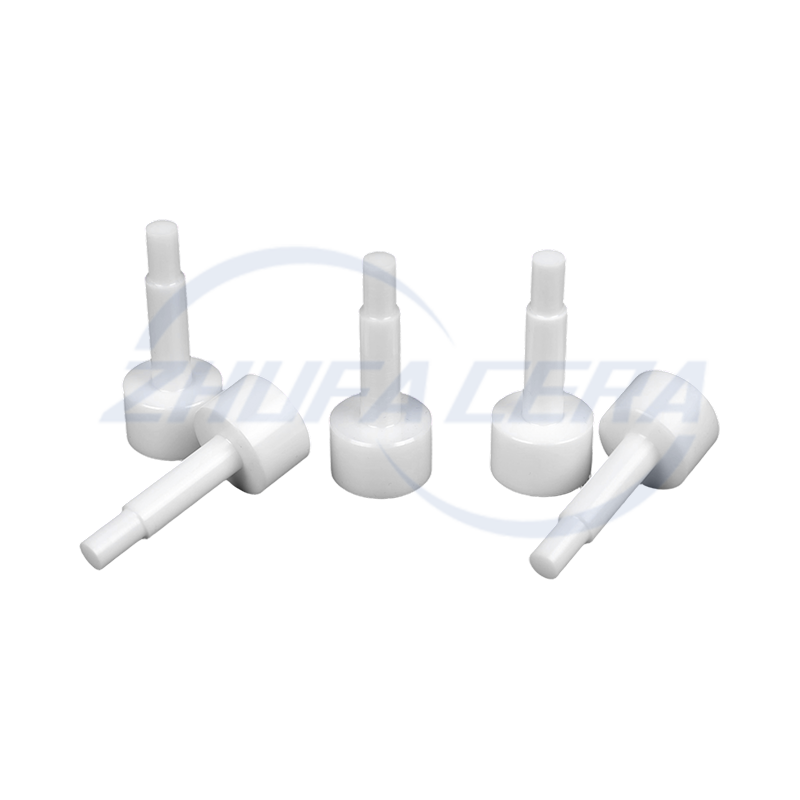
پین مکان یابی سرامیکی زیرکونیا یک عنصر موقعیت یابی با دقت بالا است که از مواد سرامیکی پیشرفته اکسید زیرکونیوم با خواص فیزیکی و شیمیایی عالی ساخته شده است. ویژگی های اصلی آن عبارتند از سختی ویکرز بس...
جزئیات را ببینید -
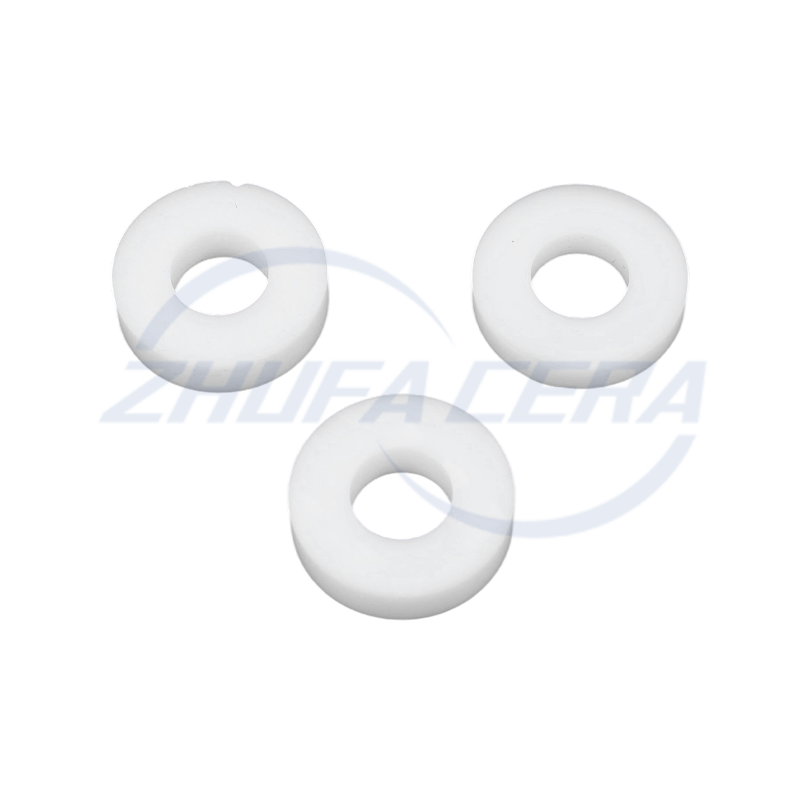
حلقه سرامیکی زیرکونیا یک محصول سرامیکی با کارایی بالا است که به دلیل خواص فیزیکی و شیمیایی عالی شناخته شده است. سختی و استحکام بسیار بالایی دارد، با سختی Mohs بیش از 8.5، که می تواند به طور موثر در...
جزئیات را ببینید -
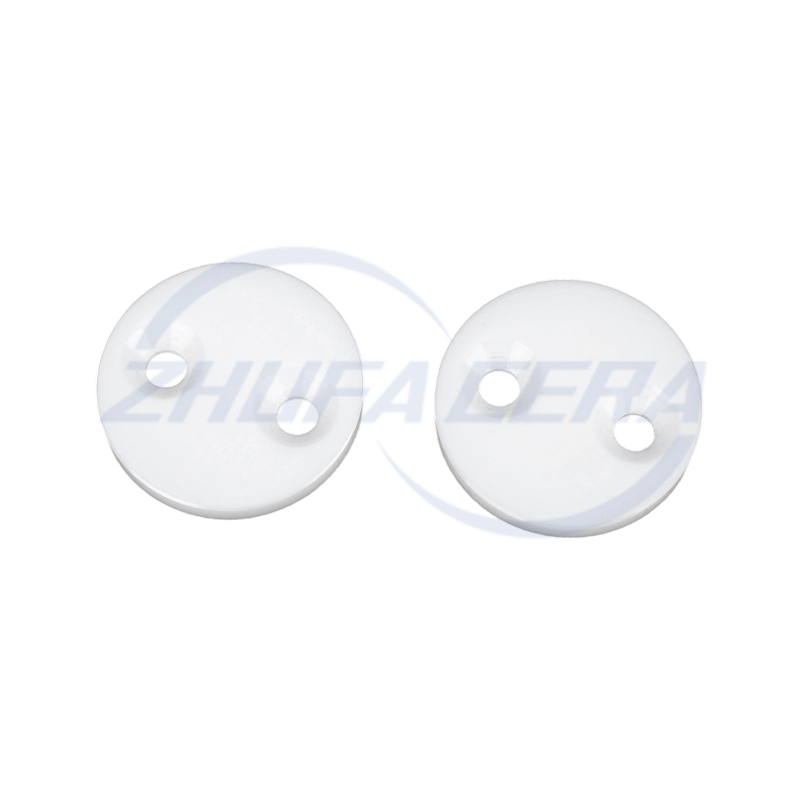
ورق های سرامیکی زیرکونیا به دلیل خواص منحصر به فرد خود به اجزای هسته ای کاربردی در زمینه های مختلف تبدیل شده اند. با استحکام خمشی 900 تا 1200 مگاپاسکال و چقرمگی شکست 6 تا 10 مگاپاسکال・m¹/²، آنها می...
جزئیات را ببینید -
نوار سرامیکی زیرکونیا یک ماده نواری ساخته شده از سرامیک اکسید زیرکونیوم با کارایی بالا با خواص فیزیکی و شیمیایی عالی است. سختی و استحکام خمشی بسیار بالایی دارد، می تواند به طور موثر در برابر سایش و...
جزئیات را ببینید -
ویفرهای سرامیکی زیرکونیا محصولاتی معرف در زمینه سرامیک های ساختاری با کارایی بالا هستند. در مقایسه با سرامیک های آلومینا سنتی یا مواد فلزی، مزایای عملکرد جامع آن آشکار است. رقابت اصلی آن در ترکیبی ...
جزئیات را ببینید -

پلانجر سرامیکی زیرکونیا یک جزء با کارایی بالا است که برای محیط های صنعتی خشن طراحی شده است. در مقایسه با محصولات مشابه سرامیکی یا فلزی پیستون، با مزایای مواد منحصر به فرد خود متمایز است. برای مثال،...
جزئیات را ببینید

-
لینک های سریع
صفحه اصلی محصولات درباره ما خدمات تکنولوژی اخبار تماس با ما -
محصولات
قطعات ساختاری سرامیکی سرامیک زیرکونیا سرامیک آلومینا سرامیک ZTA سرامیک نیترید سیلیکون سرامیک سیلیکون کاربید قطعات قالب گیری تزریقی سرامیک -
درباره ما
تور کارخانه افتخار سوالات متداول -
اطلاعات تماس
+86-188 8878 5188zf@zfcera.comشماره 1، جاده Xinggong، پارک صنعتی Anchang، منطقه Keqiao، شهر Shaoxing، استان ژجیانگ، چین -
واتس اپ

حق چاپ © شرکت فناوری سرامیک دقیق ژجیانگ ژوفا با مسئولیت محدود تمامی حقوق محفوظ است.
تولید کننده سرامیک های دقیق چین
عمده فروشی تامین کننده سرامیک های دقیق
